شرکت دریا پلاستیک
دریا پلاستیک، اولین و بزرگترین تولید کننده انواع قطعات پلاستیکی به خصوص تنها تولید کننده جعبه های باطری استاندارد در شمال غربی کشورمیباشد .
دریا پلاستیک ( سهامی خاص ) با استعانت به الطاف الهی در سال 1375 فعالیتهای خود را آغاز نمود و در سال 1388 پس از گذشت چند سال و سرمایه گذاری مجدد صاحبان شرکت با انگیزه تولید تمامی جعبه ها و درب های مورد نیاز باطری در سایزهای استاندارد را آغاز نموده است .
همچنین در سال 1391 شرکت دریا پلاستیک بخشی را به عنوان کارگاه مجهز به قالب سازی اختصاص داده است تا تمامی قالبهای مورد نیاز شرکت و سایر شرکتها در آنجا فراهم شوند.
اکنون شرکت دریا پلاستیک قادر میباشد اکثر قطعات پلاستیکی را به همراه قالبهای آن تولید نماید.
اخیراً این شرکت با خرید بزرگترین دستگاه های مدرن تزریق پلاستیک که توانائی تولید در تناژ 1500 تن را دارد و همچنین دستگاه تزریق پلاستیک بادی برای تولید انواع بشکه در سایز های استاندارد،تولیدات خود را افزایش داده
تزریق پلاستیک
در این بخش ما ویژگی ها و خصوصیات پایه ای تکنولوژی تزریق پلاستیک را بررسی می کنیم.
تزریق پلاستیک چیست؟
تزریق پلاستیک یک تکنولوژی ساخت برای تولید انبوه قطعات پلاستیکی یکسان با خطای پایین است. در تزریق پلاستیک ابتدا گرانول های پلیمر ذوب می شوند و سپس تحت فشار به درون یک قالب تزریق می شوند. پلاستیک مایع درون قالب خنک شده و جامد می شود. مواد اولیه تزریق پلاستیک پلیمرهای ترموپلاستیکی هستند که قابلیت رنگ آمیزی و پر شدن توسط افزودنی های دیگر را دارند.
تقریبا همه قطعات پلاستیکی که به طور روزمره از آنها استفاده می کنیم با استفاده از تکنولوژی تزریق پلاستیک ساخته شده اند: از قطعات خودرو و محفظه دستگاه های الکترونیکی گرفته تا لوازم آشپزخانه.
دلیل محبوبیت و استفاده گسترده از تزریق پلاستیک، هزینه بسیار پایین ساخت هر قطعه در تیراژهای بالا است. تزریق پلاستیک تکرار پذیری بالا را در کنار آزادی بالای طراحی ارایه می کند. محدودیت های اصلی تزریق پلاستیک از نوع اقتصادی هستند چون با اینکه تولید با استفاده از تزریق پلاستیک در تیراژ بالا بسیار به صرفه است، اما در مقابل سرمایه اولیه به نسبت بالایی برای شروع پروسه لازم است. در ابتدا می بینیم قطعات تزریق پلاستیک چگونه ساخته می شوند و تکنولوژی تزریق پلاستیک چگونه کار می کند. همچنین ویژگی های کلی این پروسه را که روی طراحی یک قطعه برای تزریق پلاستیک تاثیر دارند بررسی می کنیم. در ادامه به طور دقیق تر به مکانیک تکنولوژی تزریق پلاستیک وارد می شویم ، تاثیر این طرز کار روی هزینه های ساخت با این تکنولوژی را بررسی می کنیم و قابلیت های و محدودیت های کلیدی آن را بر می شماریم.
تزریق پلاستیک چگونه کار می کند؟
شیوه کار یک سیستم معمول تزریق پلاستیک
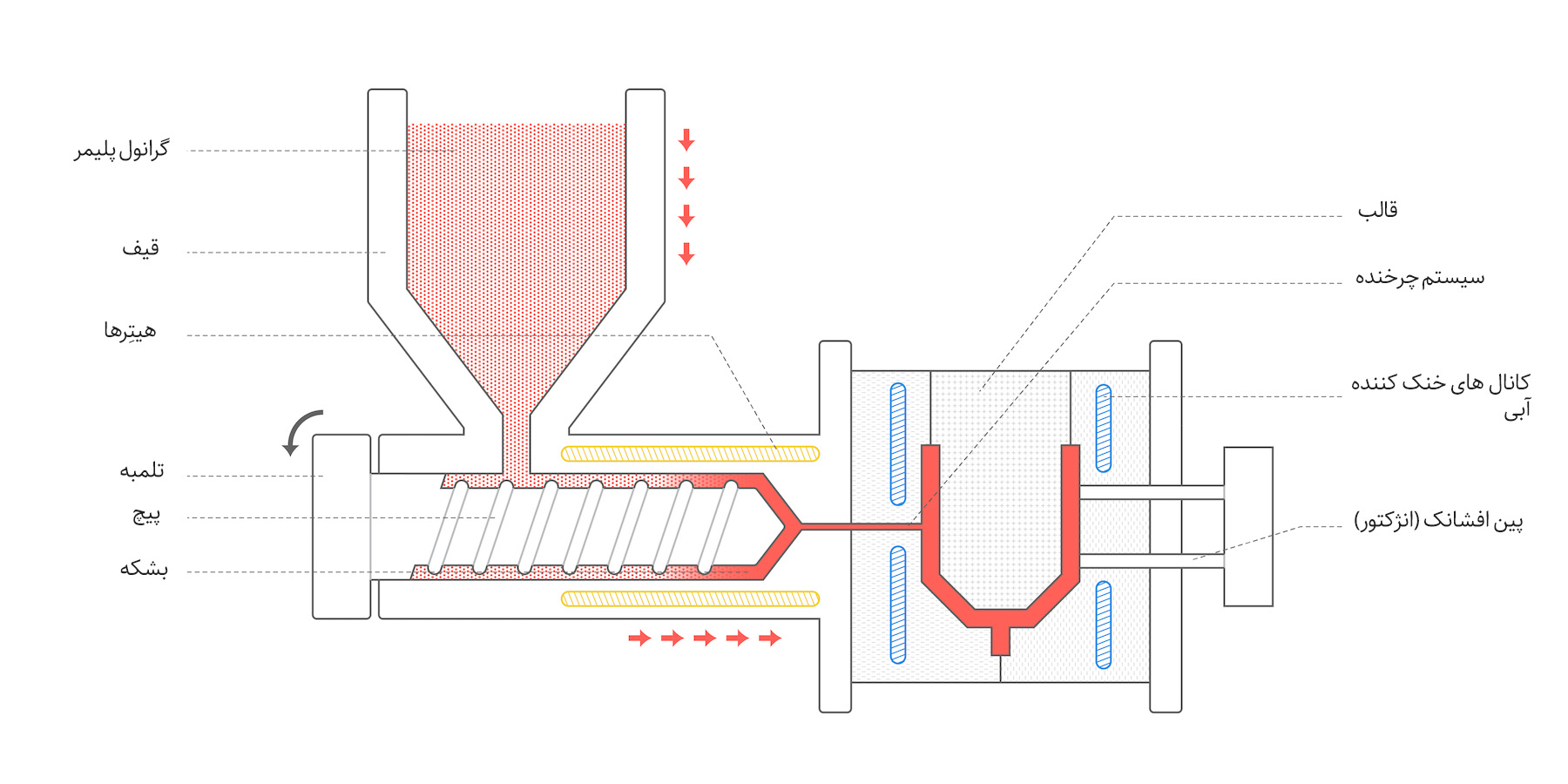
طرز کار تزریق پلاستیک:
۱.ابتدا گرانول های پلیمر خشک شده و در قیف قرار داده می شوند. این گرانول ها در قیف با پودرها و پیگمنت های رنگی و دیگر افزودنی های تقویت کننده ترکیب می شوند.
۲.گرانول ها به بشکه تغذیه می شوند. گرانول ها در بشکه حرارت دیده،با یکدیگر ترکیب شده و با یک پیچ چرخان به سمت قالب هدایت می شوند. هندسه پیچ و بشکه به گونه ای بهینه طراحی شده است که به بالا بردن فشار به میزان لازم و ذوب شدن ماده کمک کند.
۳.تلمبه به جلو حرکت کرده و پلاستیک ذوب شده از طریق سیستم چرخنده به قالب تزریق می شود و همه فضای خالی قالب را پر می کند. با پایین آمدن دمای ترموپلاستیک، ماده جامد شده و شکل قالب را به خود می گیرد.
- در نهایت قالب گشوده شده و قطعه جامد توسط پین های افشانک به بیرون هل داده می شود، سپس قالب دوباره بسته شده و پروسه برای تزریق قطعه بعدی تکرار می شود.
تکرار این پروسه می تواند بسیار سریع انجام شود: چرخه تزریق پلاستیک معمولا بسته به اندازه قطعه می تواند از ۳۰ تا ۹۰ ثانیه طول بکشد.
پس از آماده شدن محصول، قطعه روی کانوایر و یا در یک مخزن نگهدارنده رها می شود. معمولا قطعاتی که با تزریق پلاستیک ساخته می شوند به محض ساخت آماده استفاده بوده و نیازی به طی مراحل پولیش ، پرداخت و پست پروسس ندارند.
ویژگی های سیستم تزریق پلاستیک
ساخت قالب تزریق پلاستیک
یک قالب مثل تصویر نگاتیو یک عکس است: هندسه و الگوی سطح قالب به طور مستقیم روی شکل قطعه تزریق پلاستیک شده تاثیر می گذارد.
معمولا بیشتر هزینه اولیه صرف ساخت قالب تزریق پلاستیک می شود: ساخت یک قالب معمول از حدود ۲۰۰۰-۵۰۰۰دلار برای قالب های ساده و تیراژ های نسبتا پایین (بین ۱۰۰۰ تا ۱۰۰۰۰) شروع شده و می تواند برای قالب های تیراژ بالا تا ۱۰۰هزاردلار بالا رود.(۱۰۰هزار قطعه یا بیشتر).
این هزینه به خاطر تخصص بالایی است که برای ساخت یک قالب باکیفیت لازم است.قالبی که بتواند به طور دقیق هزاران(یا صدها هزار) قطعه را تولید کند.
قالب های تزریق پلاستیک معمولا با سی ان سی از آلومینیوم یا استیل ساخته می شوند و سپس تا استانداردهای بالا پولیش، پرداخت و پست پروسس می شوند. به جز نگاتیو قطعه، قالب های تزریق پلاستیک قابلیت هایی مثل سیستم تزریق ، کانال های داخلی خنک کننده با آب و… را که به سرعت پروسه کمک می کنند در خود جای می دهند.
پیشرفت های اخیر در مواد اولیه پرینت سه بعدی، امکان ساخت قالب تزریق پلاستیک با پرینت سه بعدی را فراهم کرده است.
.
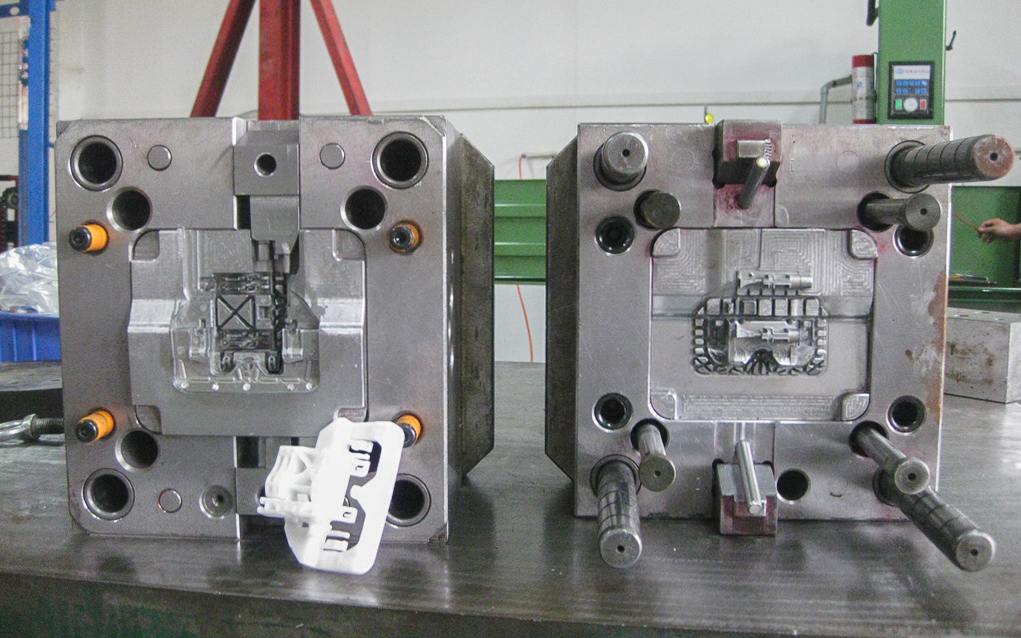
یک قالب صنعتی برای تولید ده ها هزار قطعه پلاستیکی. قالب سمت راست هسته قالب سمت چپ را تشکیل می دهد. (تصویر متعلق به شرکت Promolding است.)
آناتومی یک قالب تزریق پلاستیک
ساده ترین قالب تزریق پلاستیک، قالب Straight-pull است. این قالب از دو نیمه تشکیل شده است: قسمت Cavity یا حفره و Core یا هسته.
این قالب ها پر استفاده ترین قالب ها در تزریق پلاستیک هستند. طراحی و ساخت آنها آسان است که کل هزینه را به نسبت پایین می آورد. در مقابل طراحی این قالب ها با محدودیت مواجه است: قطعه حتما باید روی هر طرف هندسه دوبعدی داشته و بیرون زدگی نداشته باشد(حجم هایی که از زیر ساپورت نمی شوند.).
اگر هندسه های پیچیده تری مدنظر است، لازم است از قالب هایی با هسته Side-Action یا دیگر اینسرت ها استفاده شود.
هسته های Side-Action المان های متحرکی هستند که از بالا یا پایین وارد قالب شده و ساخت قسمت های بیرون زده را امکان پذیر می کنند(برای مثال یک سوراخ و یا حفره. این هسته ها باید بهینه استفاده شوند چرا که موجب بالا رفتن هزینه می شوند. در قسمت بعدی توضیحات بیشتری در مورد اینگونه هسته ها می دهیم.
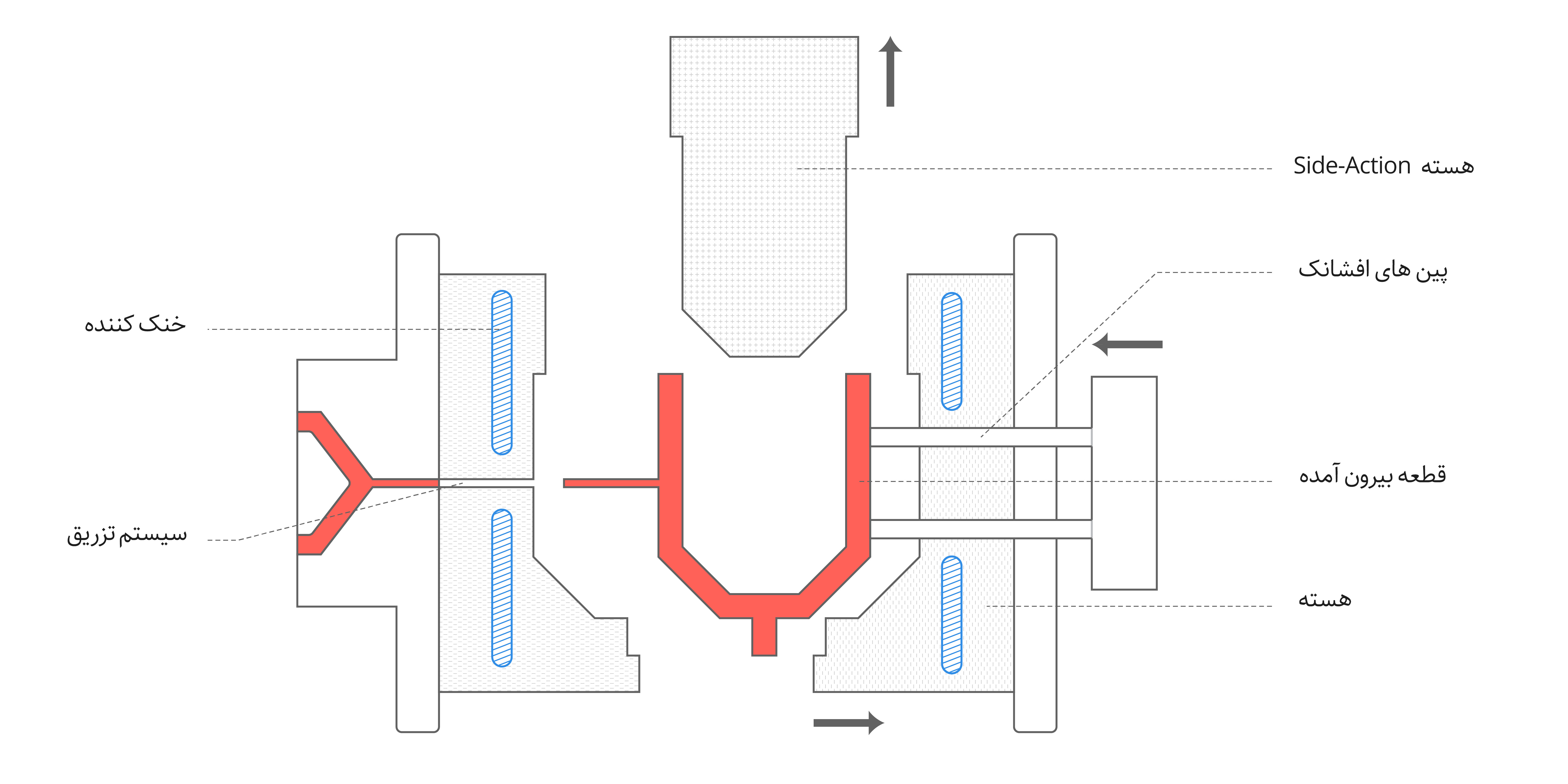
یک قالب با هسته های side-action در حین بیرون آوردن قطعه
دو قسمت یک قالب: ساید A و ساید B
قطعات تزریق پلاستیک دو طرف دارند: ساید A که مقابل حفره است (نیمه جلویی قالب) و ساید B که مقابل هسته(نیمه پشتی قالب) است. این دو قسمت معمولا کاربردهای متفاوتی دارند:
- قسمت A معمولا ویژگی های ظاهری بهتری داشته و قسمت Cosmetic نامیده می شود. سطوح قسمت A نرم بوده و بافتی متناسب با طراحی شما خواهند داشت.
- قسمت B معمولا شامل المان های سازی ای و پنهان قطعه (مثل ستون ها و…) می شود. به همین دلیل به این قسمت سایدِ کاربردی یا Functional می گویند. سایدِ B معمولا سطوح خشن تری دارد و جای پین های انژکتور روی آن دیده می شود.
تزریق ماده به درون قالب: سیستم تزریق
سیستم تزریق پلاستیک یا Runner System کانالی است که پلاستیک ذوب شده را به فضای خالی قالب هدایت می کند. این سیستم میزان جریان و فشار ورود پلاستیک مایع به درون قالب را کنترل می کند و پس از تزریق از قالب خارج می شود.
سیستم تزریق از سه بخش تشکیل شده است: حلقه تزریق (Sprue) ، گردنده سیستم تزریق (Runner) و ورودی (Gate).
- حلقه تزریق کانال اصلی است که پلاستیک ذوب شده هنگام ورود به قالب از آن عبور می کند.
- گردنده تزریق – runner – پلاستیک ذوب شده را روی صفحه ای که دو نیمه قالب به هم متصل می شوند توزیع کرده و حلقه تزریق – Spur – را به ورودی متصل می کند. هر قالب می تواند شامل یک یا چند تزریق کننده باشد. این رانر ها ماده اولیه را می توانند به سمت یک یا چند بخش قالب هدایت کنند.
- ورودی – gate – دروازه ورودی ماده به درون فضای خالی قالب است. هندسه و مکان گِیت از اهمیت زیادی برخوردار است. این ورودی تعیین کننده ی شیوه جریان یافتن پلاستیک درون قالب است.
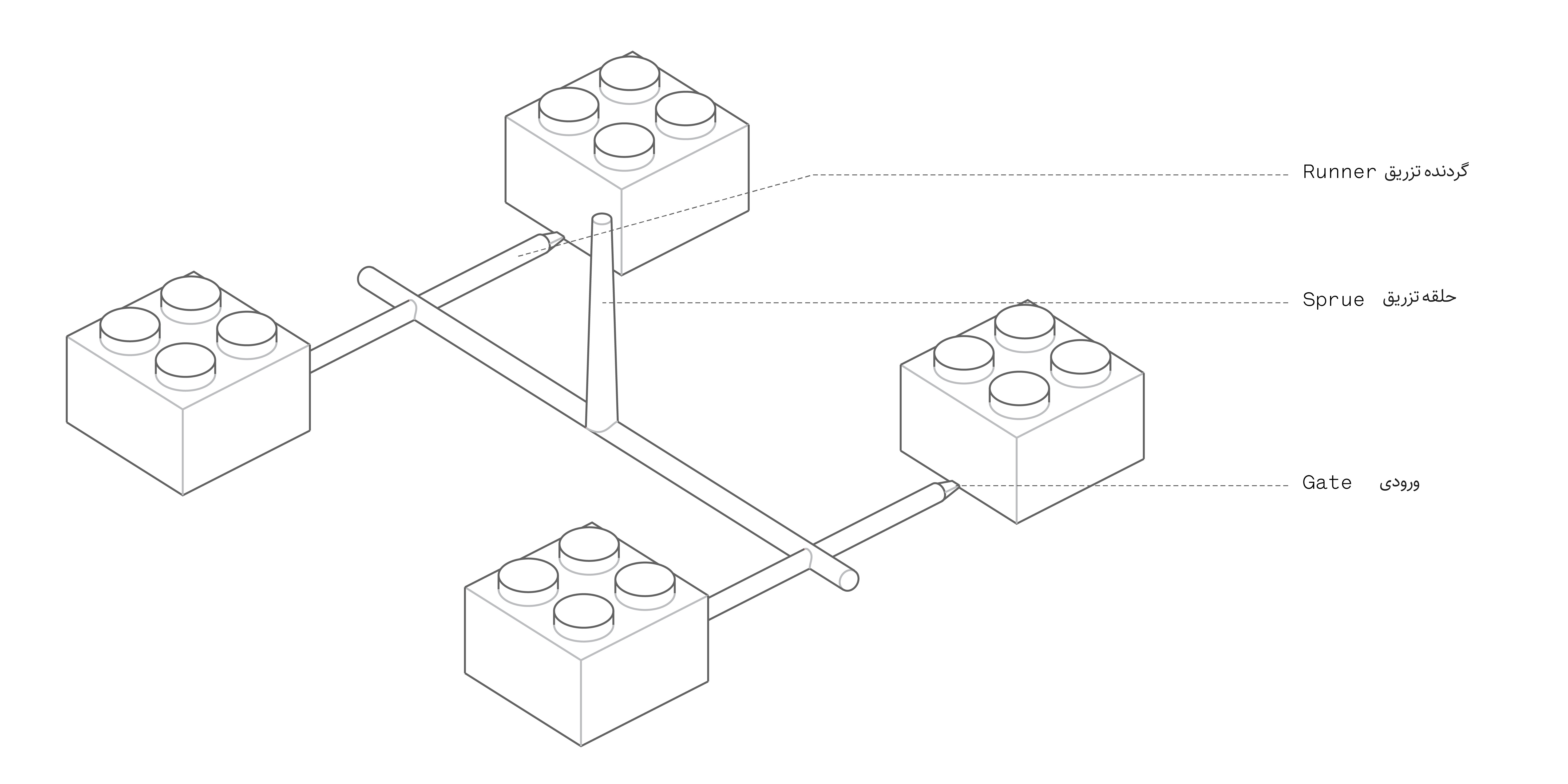
پلاستیک ذوب شده از حلقه تزریق به سمت گردنده تزریق جریان پیدا کرده و از طریق ورودی ها به قالب وارد می شود تا در هر نوبت تزریق پلاستیک چهار قطعه تولید شود.
در تزریق پلاستیک چهار نوع ورودی – گِیت – استفاده می شود:
- ورودی های کناری – Edge Gates : ورودیه های کناری پلاستیک را در نقاط اتصال بین دو نیمه قالب تزریق می کنند و پر استفاده ترین نوع ورودیه است. سیستم تزریق می تواند پس از پروسه به طور دستی حذف شود. روی قطعه در نقاط تزریق نقص های کوچکی دیده می شود که می توانند با پرداخت و پولیش اصلاح شوند.
- ورودی های تونلی – Tunnel Gates پلاستیک مایع را در زیر خط اتصال تزریق می کنند. سیستم تزریق این نوع از ورودیه ها به محض خروج قطعه از قالب به طور خودکار از قالب بیرون می آید و نیازی به حذف دستی آن نیست. این مسئله این نوع از ورودی ها را برای تزریق پلاستیک قطعات بزرگ بسیار مناسب می کند.
- ورودی سرقلم یا Hot tip به حلقه تزریق متصل است و پلاستیک را از بخش فوقانی قالب تزریق می کند. با این نوع ورودی تقریبا هیچ پلاستیکی به هدر نمی رود به همین دلیل برای تولید در تیراژ بالا سیستم های ایده آلی هستند. تنها مشکل اینگونه ورودی ها این است که یک گودی ریز روی قطعه در نقطه تزریق دیده می شود.
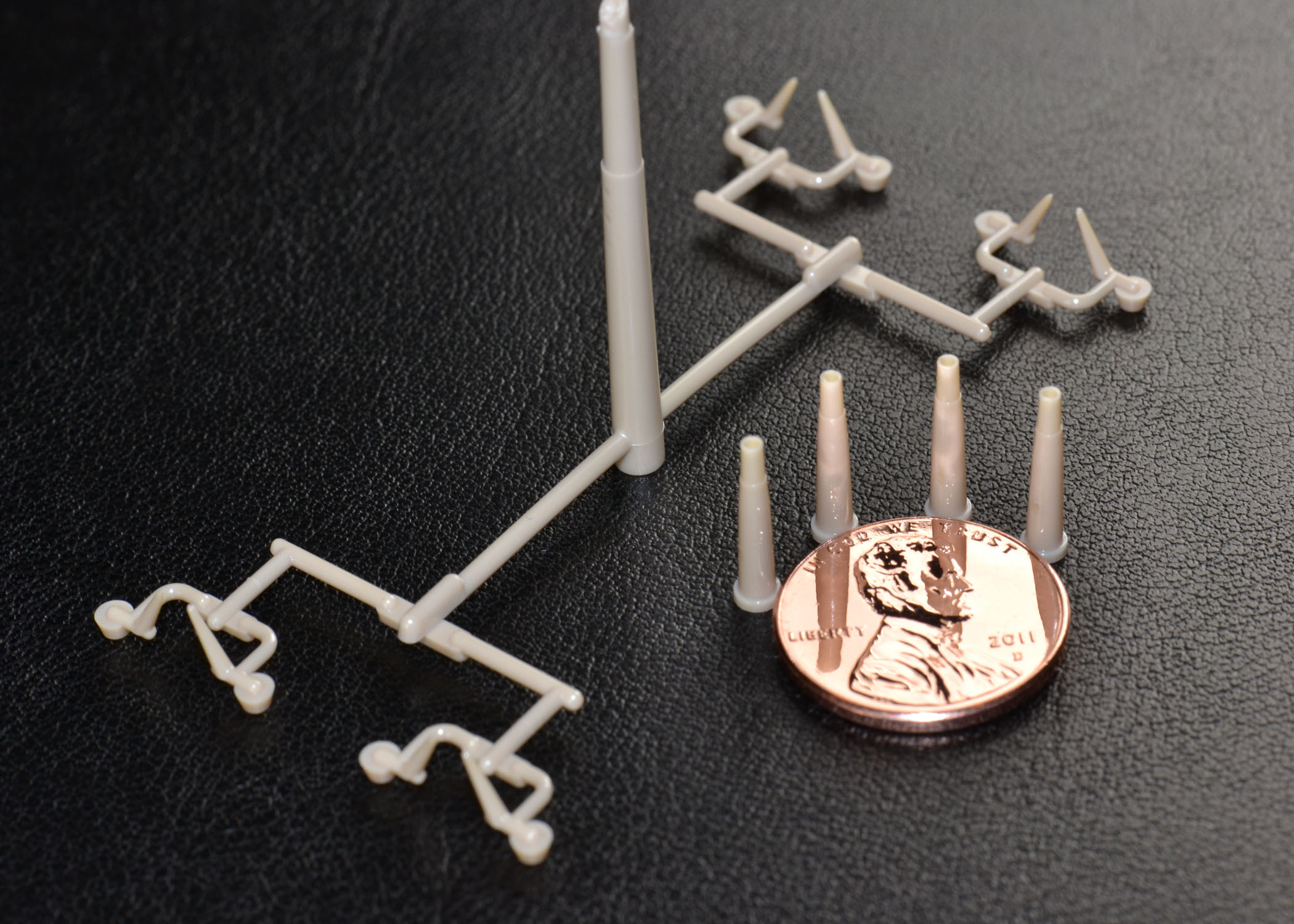
قطعه در کنار سیستم تزریق
تزریق پلاستیک آزادی زیادی در اختیار طراح می گذارد اما طبیعت این پروسه موجب محدودیت های خاصی می شود که شاید به طور عادی به ذهن طراح نرسد.


.jpeg)
